




Преимущества гидроабразивной резки над лазерной при работе с металлом

Практически все сферы производства нуждаются в металлических деталях различного размера и конфигурации. Для их изготовления используется оборудование, выбор которого определяется объемами производства, видом металла, техническими характеристиками требуемых изделий.
Если крупные компании, выполняющие широкий спектр работ по обработке металлов, могут позволить себе закупить несколько видов оборудования под разные задачи, то средним и малым предприятиям зачастую приходится выбирать наиболее универсальный вариант. Мы рекомендуем использовать гидроабразивную резку, как наиболее оптимальную технологию по сравнению с фрезерованием, лазерной и плазменной резкой.
Давайте рассмотрим, в чем заключаются преимущества гидроабразивной резки над лазерной при работе с металлом.
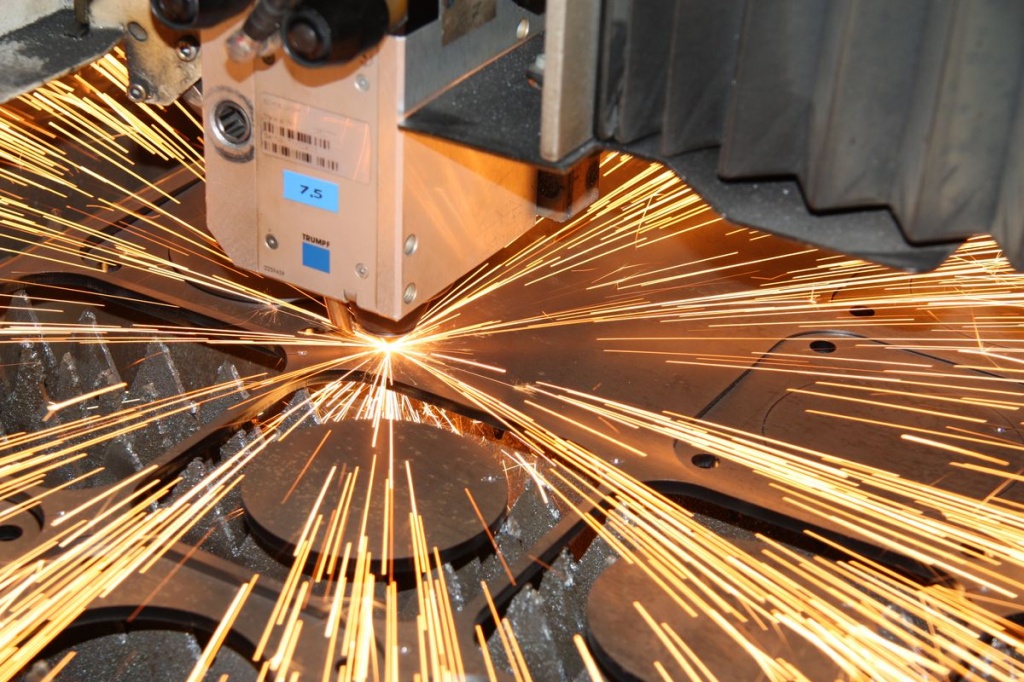
Отсутствие температурного воздействия
Как следует из названия технологи, гидроабразивная резка металла подразумевает использование в качестве режущего инструмента струи воды, смешанной с абразивом. При подаче под высоким давлением она режет металл быстро и аккуратно, причем температура в зоне реза составляет не более 80-90 градусов.

В результате:
- полностью отсутствует окалина
- кромки детали не нуждаются в дополнительной обработке
- абсолютно исключено коробление тонколистового металла
- металл не меняет свою структуру, что особенно важно для легированных и нержавеющих сталей
При лазерной резке легирующие добавки, входящие в состав сплава, образуют оксиды, что приводит к зашлаковыванию шва. Кроме того, для низкоуглеродистых холоднокатаных сталей тепловой эффект может проявляться снижением твердости края материала. При резке лазером среднеи высокоуглеродистых сталей на поверхности кромок образуется мартенсит с повышенной твердостью. Однако данный результат нельзя считать положительным, поскольку высока вероятность появления микротрещин из-за неоднородности материала.
Толщина металлической плиты до 300 мм
Гидроабразивный станок успешно разделяет заготовки толщиной до 250-300 мм. Эффект конусности нивелируется за счет резки с помощью специальной 5-осевой головы. Программа, загруженная в оборудование, автоматически подбирает скорость и другие параметры обработки для получения заданной шероховатости.
Лазер обычно применяют для резки металлических заготовок толщиной не более 40 мм (для черного металла) и 5 мм (для меди и сплавов). Использование лазерного станка для металлических плит большой толщины не является экономически целесообразным:
- чем толще заготовка, тем ниже качество реза
- для работы с толстыми плитами нужна лазерная установка повышенной мощности, дорогая как в покупке, так и в эксплуатации
Резка любых металлов
Гидроабразивная резка доступна для всех металлов: от меди до титана. Меняется только скорость обработки, которая напрямую зависит от физико-химических свойств материала. Сравните максимальные скорости для заготовок толщиной 10 мм:
- нержавеющая сталь SUS304 — 320 мм/мин
- алюминий — 850 мм/мин
- латунь — 450 мм/мин
- бронза — 400 мм/мин
- инструментальная сталь — 16 мм/мин
- сталь 3 — 350 мм/мин
Покупка лазера сразу ограничивает предприятие в обработке многих металлов. Высокая отражательная способность алюминия и его сплавов значительно осложняет лазерную резку. Дополнительные проблемы создает повышенная теплопроводность материала. В области кромок легко образуются микротрещины, снижающие усталостную прочность металла. Аналогичные трудности возникают при лазерной резке меди, латуни, олова и нержавеющей стали. Плохое поглощение излучения приводит к резкому снижению скорости обработки.
Титан при лазерной резке с применением кислорода или азота вступает с газом в химическую реакцию. В результате образуется толстый слой нитридов и оксидов. При использовании гелия велик риск образования α-структуры, которая негативно сказывается на усталостной прочности.
Безопасность
Лазер создает повышенный уровень пожарной опасности, что вкупе с выделением газов приводит к необходимости оборудовать специальное помещение. Гидроабразивный станок можно поставить в любом месте, где позволяет площадь и прочность основания.
Очевидно, что во многих случаях гидроабразивный станок является наиболее предпочтительным. Если вы работаете с различными металлами, свяжитесь с нами. Квалифицированный специалист компании «Р-Гарнет» скомплектует станок по индивидуальному заказу с учетом требований вашего производства.

Вам может быть интересно

ЦЕНА: 7 990 000 ₽











